Svařování mědi laserem

Svařování mědi
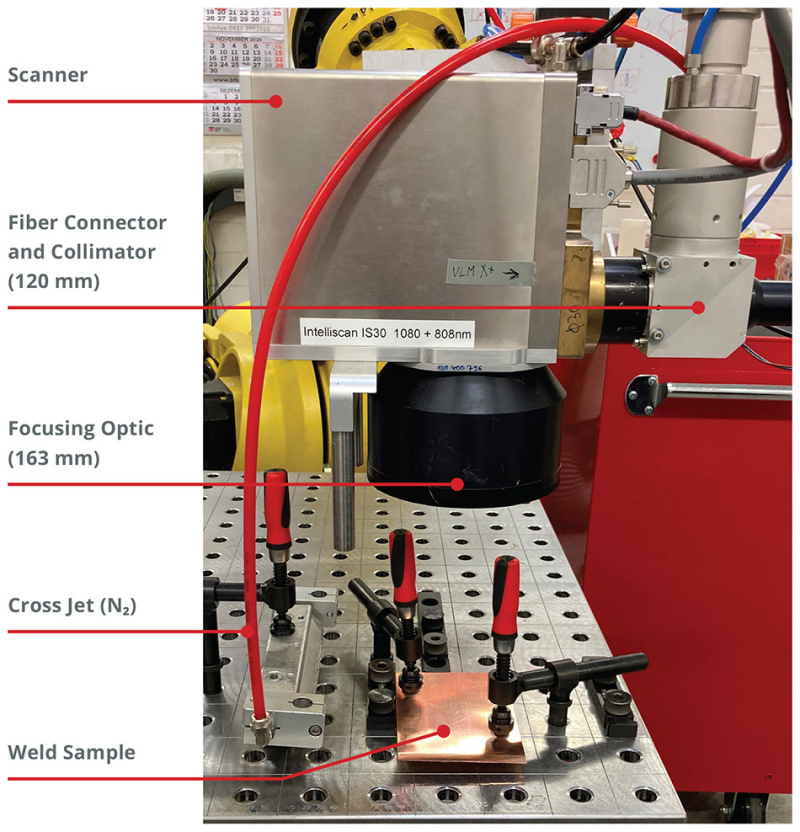
Aplikační inženýři společnosti Coherent provedli sérii testů svařování mědi pomocí laseru ARM s vysoce jasným středovým paprskem o průměru 22 µm a kruhovým paprskem o vnitřním/vnějším průměru 100 µm/170 µm. Laser byl zaostřen pomocí hlavy pro dálkové zpracování se zvětšením 1,4, s dusíkem jako ochranným plynem a křížovou tryskou. Svařovaným materiálem byla čistá měď. Výkon laseru byl 4 kW, přičemž ve středu byl 1,5 kW a v prstenci 2,5 kW pro všechny testy. Fotografie (obr. 2) ukazuje experimentální uspořádání.
 Změnou polohy ohniska bylo zjištěno, že nejlepší kvalita svaru je při zaostření nastaveném 1,5 mm nad povrchem materiálu. Konkrétně tato poloha byla nejlepším kompromisem mezi průvarem a kvalitou svaru. Laser ARM vytváří hlubší penetraci svaru, pokud je zaostřen přímo na povrch materiálu, ale výsledná kvalita povrchu svaru a rozstřiku není pro typické aplikace e mobility dostatečná. Profil paprsku na pracovním povrchu při použití optimální polohy zaostření paprsku (1,5 mm nad povrchem) je znázorněn na grafu.
Změnou polohy ohniska bylo zjištěno, že nejlepší kvalita svaru je při zaostření nastaveném 1,5 mm nad povrchem materiálu. Konkrétně tato poloha byla nejlepším kompromisem mezi průvarem a kvalitou svaru. Laser ARM vytváří hlubší penetraci svaru, pokud je zaostřen přímo na povrch materiálu, ale výsledná kvalita povrchu svaru a rozstřiku není pro typické aplikace e mobility dostatečná. Profil paprsku na pracovním povrchu při použití optimální polohy zaostření paprsku (1,5 mm nad povrchem) je znázorněn na grafu.
Graf vykresluje penetraci svaru na mědi o tloušťce 2 mm v závislosti na rychlosti za právě popsaných podmínek. Pro srovnání byl za stejných podmínek testován také zelený laser o výkonu 2 kW. Byl použit nižší výkon zeleného laseru, protože infračervený vláknový laser o výkonu 4 kW produkuje pouze 2 kW zeleného výkonu. Srovnání ukazuje, že infračervený laser ARM poskytuje dvojnásobnou penetraci svaru v širokém rozsahu rychlostí svařování.
Účinnost svařování
Byla také změřena účinnost svařování laseru ARM a porovnána s dříve publikovanými výsledky svařování zeleným laserem o výkonu 2 kW. Jako ochranný plyn byl pro oba svary použit dusík. Publikované údaje pro zelený laser ukázaly (konstantní) průřez svaru 0,5 mm² a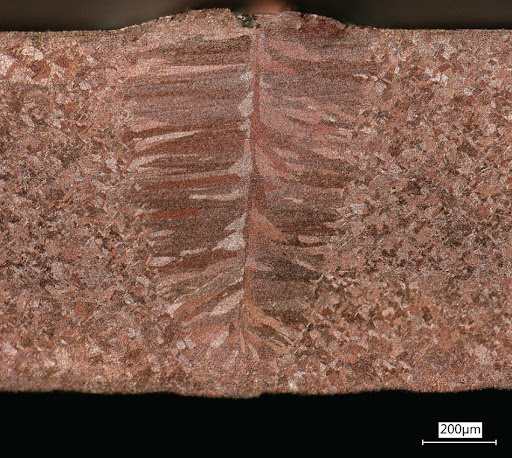 hloubku průvaru přibližně 1 mm. Laser ARM byl nakonfigurován tak, aby dosahoval stejných výsledků. Konkrétně to vyžadovalo výstupní výkon 3,5 kW a rychlost svařování 300 mm/s oproti rychlosti svařování 200 mm/s vteřiny u zeleného laseru o výkonu 2 kW. Normalizace těchto výsledků dává lineární výkon laseru 10 J/mm pro laser ARM ve srovnání s 11,8 J/mm pro zelený laser. Zelený laser tedy nabízí o něco vyšší účinnost svařování. Vyšší celkový výkon laseru ARM však umožňuje pracovat s mnohem vyššími rychlostmi svařování, a to i přes tento malý rozdíl v účinnosti.
hloubku průvaru přibližně 1 mm. Laser ARM byl nakonfigurován tak, aby dosahoval stejných výsledků. Konkrétně to vyžadovalo výstupní výkon 3,5 kW a rychlost svařování 300 mm/s oproti rychlosti svařování 200 mm/s vteřiny u zeleného laseru o výkonu 2 kW. Normalizace těchto výsledků dává lineární výkon laseru 10 J/mm pro laser ARM ve srovnání s 11,8 J/mm pro zelený laser. Zelený laser tedy nabízí o něco vyšší účinnost svařování. Vyšší celkový výkon laseru ARM však umožňuje pracovat s mnohem vyššími rychlostmi svařování, a to i přes tento malý rozdíl v účinnosti.
Kvalita povrchu
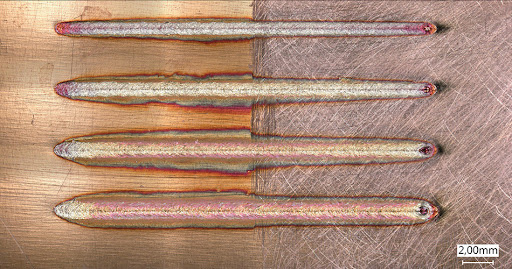
Dalším důležitým hlediskem je kvalita povrchu. Tradiční vláknové lasery jsou schopny svařovat měď, ale jsou velmi citlivé na změny kvality povrchu. Fotografie ukazuje svařence pro svařování laserem ARM s vysokým jasem na broušené a leštěné mědi. Proces zůstává stabilní na obou površích bez změny kvality svaru.
Zdroj: coherent.com
Související produkty

Vláknový laser HighLight ARM
Pokročilé technologie vláknového laseru se středovým a prstencovým paprskem pro efektivní svařování choulostivých nebo na teplo citlivých materiálů, různorodých materiálů.